During this method, pre-prepared fillers are used. Thanks to this method, high product uniformity for strength is guaranteed, and performance is monitored. However, the quality of the product obtained depends to a large extent on the skill and experience of the workers.
The production of fiberglass products by hand molding is divided into several stages. The first stage is called preparatory, during which the surface of the matrix of the expected product is cleaned, then degreased and at the end a layer of release wax is applied. At the end of the first stage, the matrix is covered with a protective and decorative layer - gelcoat. Thanks to this layer, the outer surface of the future product is formed, the color is set and protection is provided against the action of harmful factors such as water, ultraviolet light and chemical reagents. Mostly negative matrices are used to produce the finished product. After the special layer of gelcoat has dried, you can proceed to the next stage, which is called molding. During this stage, the initially cut glass material is laid into the matrix; another type of filler can also be used. Next comes the process of forming the "skeleton" of the expected product. Then the resin with the catalyst, premixed, is applied to the prepared glass material. The resin must be evenly distributed over the die using brushes and soft rollers. The last stage can be called rolling. It is used to remove air bubbles from the not yet cured laminate. If they are not removed, this will affect the quality of the finished product, therefore, the laminate must be rolled with a hard roller. When the finished product has frozen, it is taken out of the mold and mechanically processed, which includes drilling holes, trimming excess fiberglass around the edges, etc.
The advantages of this method:
- there is a real opportunity to get a product of a complex shape and considerable size with minimal investment;
- the design of the product lends itself to easy change, since embedded parts and fittings are introduced into the product, and the price of the tooling and the required equipment is quite low;
- to make a matrix, any material is used that is able to maintain its proportions and shape.
Disadvantages of this method:
- significant manual labor costs;
- performance is quite low;
- the quality of the product will depend on the skill of the molder;
- this method is suitable for small batch production.
2. Spraying.
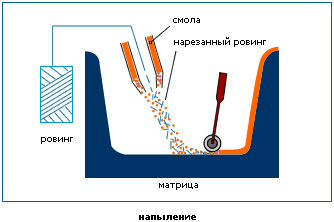
This method is suitable for small and medium-scale production. The spray method has many advantages over contact molding, even though there are costs involved in purchasing equipment for this method.
A special installation allows for the application of a protective coating and plastic. Thanks to this, there is no need for preliminary cutting of the material and the preparation of a binder, as a result of which part of the manual labor is sharply reduced. Special installations automatically produce a fixed dose of resin and hardener, they also cut the roving into pieces of the required dimensions (0.8 - 5 cm). After the chopping process, parts of the thread should fall into the binder stream and soak during transfer to the matrix. Due to manual labor, the sealing process for fiberglass in the matrix is carried out using a pressure roller.
A number of advantages in the production of fiberglass by spraying:
- there is a saving of time and useful space due to the fact that there is no need to cut out the material and prepare a binder;
- you can reduce the number of production areas by reducing the number of specially prepared places for molding;
- the speed of forming the product increases;
- product quality control is simplified;
- the payroll is significantly saved;
- Due to the fact that roving is a relatively inexpensive material, the cost of the resulting product is significantly reduced.
When the binder is prepared in a small amount, up to 5% of the binder remains on the tools and container walls when manually molded, which is rather uneconomical. It is known that the quality of the resulting product will depend on the skill and experience of the plant operator. This method uses the same tooling used during hand molding.
3. Pultrusion.
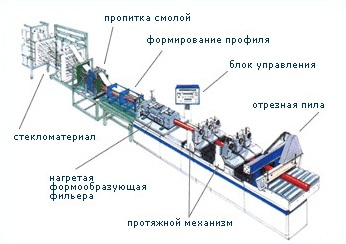
The pultrusion technology is based on the continuous production of uniaxially oriented profiled products from fibrous plastics. A shaped product with a constant cross-section from a suitable material can be obtained by pultrusion.
Thanks to a special pultrusion machine, fiberglass profiles are produced. Such a machine consists of a section for feeding reinforcing materials, a die, an impregnation section, a pulling unit, a heating element control unit and a cutting section. The oriented fiber package is best strengthened in a dry state and impregnated with a polymer composition pumped through the dry package. Thanks to this technology, air does not enter the material. Surplus resin will drain back into the sump and will be recycled. Roving, which is used as a reinforcing material, is uncoiled from bobbins in a dry state and collected in a bundle in a special way. Then the material enters the impregnation device - this is a special resin bath, where it is completely wetted with polyester, epoxy or other binder. Then the already impregnated material is sent to a heated die, the task of which is to form the profile configuration. Then the composition hardens at the specified temperature. The result is a fiberglass profile, the configuration of which follows the shape of the die.
It has been proven that products obtained by pultruding are superior in properties to parts made by classical molding methods. The increase in the cost of this method is due to a number of advantages that are characteristic of this process. The advantages include strict control of tension and directionality of the fiber, reduction of the number of pores and retention of a constant fiber content in the composite. It is obvious that even the interlayer shear property is unambiguously improved. At the moment, several variants of the main pultrusion process have been developed, which are of interest to many and mean a lot to the industry. Their advantages are good electrical, physical, chemical and thermal properties, high productivity and excellent dimensional tolerances. One of these methods of pultrusion is intended for the manufacture of permanent lamellar and sheet semi-finished products.
However, each method has its own drawbacks. This method is characterized by such a disadvantage as the speed of the process, which will depend on the temperature and the rate of hardening of the binder. It is usually low for low heat resistant polyester resins. Another drawback is that it is difficult to provide a constant cross-section of the product along the length, with the exception of products with a not particularly complex cross-sectional shape - square, round, I-beams and others. To get the product, you need to use only threads or bundles. Recently, however, these shortcomings of the method of obtaining shaped products have been gradually eliminated and the application of this process has significantly expanded. The composition, which is based on polyvinyl ethers and epoxy resins, is used as polymer matrices. The use of such polymer matrices based on polysulfone, polyethersulfone and plasticized polyimide makes it possible to achieve the speed of forming cores with a diameter of about five mm at a speed of about one hundred and two m / min.
To obtain complex reinforced profile products, it is necessary to use the method of pulling laminated materials, which consist of fibrous mats or fabrics. At the moment, methods have been developed for producing tubular products that combine winding of a spiral layer and broaching. Wind turbine blades that have a complex cross-sectional profile can be cited as an example of the use of materials that have a complex reinforcement scheme. Tooling has already been developed for molding semi-finished products for automobile leaf springs, which have a curved surface and a non-constant cross-section.
4. Winding.

One of the most promising methods of forming products from fiberglass is the method of fiber winding, due to the fact that it creates the required filler structure in fabricated products, depending on their shape and operating characteristics. Due to the use of ropes, tapes, threads as fillers, it allows to ensure maximum strength of products. Moreover, such fillers are the cheapest.
The filament winding process can be called a relatively uncomplicated method, in which a reinforcing material in the form of a permanent roving (rope) or thread (yarn) is wound on a rotating mandrel. Special mechanisms monitor the angle of the winding and the location of the reinforcing material. These devices move at a speed that matches the rotation of the mandrel. The material is wrapped around the mandrel in the form of strips in contact with each other, or in some special pattern until the mandrel surface is completely covered. Consecutive layers can be applied at the same angle or at different winding angles until the required thickness is reached. The winding angle varies from very small, which is called longitudinal, to large, circumferential. This arrangement implies 90 0 relative to the mandrel axis, capturing all the spiral angles of this interval.
The thermosetting resin serves as a binder for the reinforcing material. In the wet winding process, the resin is applied directly during the winding itself. The dry winding process is based on the use of roving, which is pre-impregnated with resin in the B-stage. Curing is carried out at an increased temperature without unnecessary pressure. The final stage of the process is based on the removal of the product from the mandrel. If necessary, you can carry out finishing operations: machining or grinding. The main winding process is characterized by many options, which differ only in the nature of the winding, as well as in the design features, the combination of materials and the type of equipment. The structure must be wound as on a surface of revolution. However, it is possible to form other types of products, for example by squeezing a still uncured wound part inside a closed mold.
The design is similar to a smooth cylinder, pipe or tubing, the diameter of which ranges from a few centimeters to several tens of centimeters. Winding allows you to form products of conical, spherical and geodesic shapes. To obtain pressure vessels and storage vessels, an end cap must be inserted into the winding. It is possible to form products that will work under non-standard loading conditions, for example, external or internal pressure, compressive or torque loads. Thermoplastic pipes and vessels made of high-pressure metal are strengthened when wound with outer bands. The resulting products are characterized by a high degree of accuracy. However, there is another side to the winding process, for this process is characterized by lower production speeds. The plus is that absolutely any permanently reinforcing material will do for winding.
Various types of machines can be used for the winding process: from various lathes and machines based on a chain drive to more complex computerized units characterized by three or four axes of motion. There are also machines that continuously produce pipes. For the convenience of winding large tanks, portable equipment should be designed at the installation site.
The main advantages of the winding method:
- economically profitable method of stacking material due to the speed of the process;
- the ability to adjust the resin / glass ratio;
- low dead weight, but at the same time high strength;
- this method is not prone to corrosion and decay;
- relatively inexpensive materials;
- good structure of laminates, due to the fact that the profiles have directional fibers, and a good content of glass materials.
5. Pressing.

The pressing process consists in directly shaping the product under the influence of high pressure, which is formed in the mold at the temperature of rapid solidification of the material. Due to external pressure in the material that is pressed, it is compacted and partial destruction of the previous structure. The friction between the contacting particles of material, which is formed during compaction, causes the appearance of thermal energy, which will definitely lead to the melting of the binder. After the material passes into a viscoplastic state, it spreads in the mold under the influence of pressure, forming an integral and compacted structure. The solidification process is based on the course of the crosslinking reaction of macromolecules due to polycondensation between the free groups of the binder. The reaction requires heat, during which low-molecular, volatile substances such as methanol, water, formaldehyde, ammonia, etc. are released.
Parameters for direct compression technology:
- pre-heating temperature;
- pressing pressure;
- pressing temperature;
- temporary holding under pressure;
- parameters of pre-pressing;
The pressure acts directly on the material in the mold cavity during direct pressing, so the mold parts can wear prematurely. Depending on the size of the product, the pressing cycle can be from 4 to 7 minutes. Direct pressing of plastics for reinforcement has two types, which depend on how the fiber filler is impregnated:
- Dry, pre-impregnated canvases and fabrics are pressed;
- They are pressed with impregnation exactly in the mold.
The first method is more popular. To make products of relatively simple shape, direct pressing is used. Due to the high requirements for the quality of the outer surface of the part, automatic installations have been created for the dosage of components when preparing blanks from prepregs. Special automatic manipulators have been designed to load packs of blanks into multi-cavity press molds. The generation of new high precision presses are equipped with modern control systems, thanks to which parts with a high quality surface can be obtained, and their cost is approximately the same as for steel parts.
6. SMC technology.
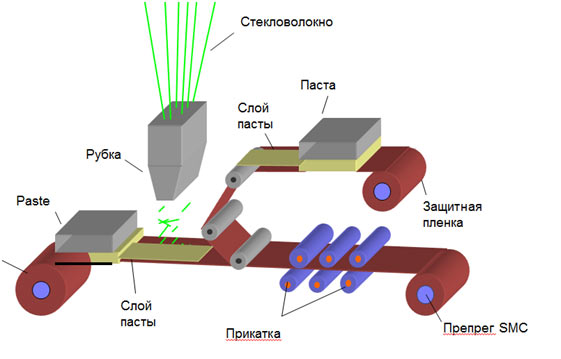
A serious obstacle to the spread of composite materials is the poor adaptation of traditional technologies for their production to the needs of modern large-scale production, moreover, fully automated. Today, composite parts are still "piece goods". Expensive labor of experienced personnel contributes greatly to the share of the cost of these materials. Despite this, in recent years, we have made significant progress in the preparation of automatic methods for the production of composites. SMC technology has become one of the most demanded developments.
The final products using this technology are subject to a two-stage process. The first stage of the technology is characterized by the fact that prepreg is produced on an automatic conveyor unit, and already at the second stage prepreg is processed in steel molds into finished parts. Let us describe these stages in more detail. Unsaturated polyester resin is used as a base for the binder. Its advantages include low cost and short curing time. The reinforcing component is chopped fiberglass, which is randomly distributed in the volume of the sheet. Long-term storage for several months at room temperature is ensured by the resin curing system. Chemical thickeners increase the viscosity of the binder after the glass fiber has been impregnated by several orders of magnitude, thereby improving the processability of the prepreg, as well as increasing its shelf life. Mineral fillers, which are introduced into the binder in large quantities, increase the fire resistance of finished products and, and the quality of their surface is noticeably improved.
The resulting prepreg can be processed in an automated process by pressing in heated steel molds. These molds are similar in design to injection molds for thermoplastics. Due to the formulation of the binder, the prepreg hardens at a temperature of 150 C and a pressure of 50-80 bar with a speed of ~ 30 sec / mm of thickness. Very low curing shrinkage is an important feature of the SMC technology. Due to the high content of mineral filler and special thermoplastic additives, shrinkage is up to 0.05%. In the resulting products, the impact strength is 50-100 kJ / m 2, and the destructive bending strength is 120-180 MPa. It is economically feasible to use SMC technology when obtaining high-quality composite products in large quantities from several thousand to hundreds of thousands per month. On the European market, hundreds of thousands of similar materials are produced per year. The electricity, automotive and rail industries are the largest consumers of these materials.
7. RTM (Resin Transfer Molding) method.
The RTM method is based on the impregnation and molding of composites under pressure, during which the binder passes into a closed matrix, which already contains fillers or preforms. Various fabrics of various weaves can act as reinforcing material, for example, multiaxial or emulsion material, and powdered glass mats. The binder is a resin that is gelled for 50-120 minutes and has a low dynamic viscosity. GOST 28593-90 determines the viscosity and gelation time of the resin.
This method is perfect for standard volumes of 500-10,000 items per year. The design of the matrix consists of composite or steel shapes, which repeat on both sides the outer contours of the part. The structures have high temperature characteristics that are held in place by the precise alignment of closed steel frames that are supported at the clamping points.
This method is ideal for the production of dies from 0.2m 2 to 100m 2. The matrix structure consists of composite or steel molds. The contour matrix consists of a lighter and more flexible design. The halves of the matrix are connected together under the influence of a vacuum.
Benefits of RTM technology:
- automated production, due to which the random nature of human intervention is reduced;
- there is a reduction and control of the amount of raw materials used;
- the impact of the material on the environment is reduced;
- improved working conditions;
- relatively durable products are created due to better impregnation;
- relatively cheap equipment.