Lavi1313
To talk about the inverter on your fingers, first on your fingers about the usual:
If you open any ordinary single-phase semiautomatic device (which is about 160-180A for a current), then the main thing is a hefty power trance, a slightly smaller choke and rectifier diodes on the radiators. Functions it simply, like an army bowler - a 220V_50Hz network through a switch, usually at 4-5 positions (stepwise voltage regulation), is supplied to one of the taps of the primary winding of the power trance, the voltage from its secondary winding is rectified by diodes and through the choke went to the output (to the burner) ...
The main feature here is simple, and therefore inexpensive and very reliable.
The main fundamental disadvantages specifically for welding:
1) After the rectifier in front of the choke, the voltage ripple is 100%, i.e. the voltage seems to disappear every 10 milliseconds (100 times per second), which is not very good for the arc. to put it mildly.
In more advanced devices, in order to smooth out these pulsations, they are sometimes placed after the diodes och. a solid battery of capacitors for 50-100 thousand small farads. But it is expensive, usually anyhow cheaper on the principle, and so it will come off, and somehow it cooks (people eat it).
2) Poklatsavshi with that switch for 4-5 positions, you can set the voltage more or less suitable, but it is not stabilized in any way. Those. if the network is stunted and sinks under load (the lights are blinking), the output voltage also "blinks". This is also very good. badly.
Especially I do not consider weight and dimensions to be disadvantages, because this is not an emerse player.
If you open the inverter device, then the morally unstable are usually scarecrows, before that everything is incomprehensible in its meaning. And the essence is this:
The network is immediately rectified, and immediately the ripple is pressed with a capacitor, a constant voltage of about 300 volts is obtained.
(Moreover, the energy that a capacitor can accumulate is proportional to the square of the voltage across it. The input voltage is about 10 times the output voltage, which means that to accumulate the same energy as in the capacitor bank of the above-mentioned "advanced" devices, a capacity is needed here about 100 times less . Really enough somewhere 1 thousand small farads, it's like a can of coca 0.33 liters.)
This voltage is fed by Pts. a powerful generator that turns this constant into an alternating voltage of high frequency, usually 50-70 kilohertz, or even sometimes more than 100 kHz. Further, in principle, the same as in the usual one - a transformer, rectifier diodes, a choke. But all this is no longer at a network frequency of 50Hz, but at the mentioned kilohertz, because trance is the size of a couple of packs of cigarettes, and the choke is even smaller.
Strictly speaking, if you observe the terminological canon, then it is correct to call the inverter only that powerful generator before the trance, and not the whole source, this is just a settled jargon.
So the main feature here is not even in weight and dimensions. It is that the above-mentioned Pts. serious shortcomings of conventional semiconductors are fundamentally eliminated here. I wrote about the ripple, plus an inverter is a fully controlled system that can smoothly regulate the output voltage in a very wide range. It has the necessary feedback from the output, and the output voltage stands rooted to the spot how much it has set even with a stunted network and other vibrations.
The main disadvantage is that the product is, of course, technically incomparably more complex than a conventional device, with all that it implies. But there seems to be no other way to do something technically more perfect. And the specialized offices who are seriously engaged in this have long learned how to make very reliable inverters. For example, a komputer is also incomparably more complicated than abacus with knuckles, and such a tsuko breaks down more often, but now you can only find abacus in a museum.
Lavi1313 wrote:
Is there an "ideal" P / A configuration, such as a station wagon for all occasions, well, at least theoretically ... or if there was an opportunity to create such an apparatus, then what would its tech look like. characteristic?
There are such, well, for example fresh - Telvin Technomig 200 - MIG / MAG / TIG / MMA_inverter_display with a bunch of buttons and bells and whistles_the price is about 60 sput. I have never seen anything like it cheaper. But in my opinion, a much more "ideal" configuration is when, say, the same FEB-200 and a decent TIG / MMA inverter stand next to each other, and in terms of money it is cheaper, oddly enough.
These are the pies.
As a rule, produced with a wire in shielding gases, it is a kind of classic electric arc welding metals due to the thermal energy of an electric arc that occurs between the end of the electrode (wire) and the parts to be welded.
Since the resistance of the arc is slightly higher than the resistance of the electrode, more significant thermal energy is released into the arc plasma and melts the nearby surfaces - parts and the electrode, forming a weld pool. After crystallization and cooling of the volume of the obtained liquid metal, a weld is formed, the most reliable of modern joints. A simplified welding process can be seen in the video.
Principle and technology of semi-automatic wire welding
A distinctive feature of the considered type of welding is two main components: a movable consumable electrode (wire) and shielding gas.
Protection of an electric arc is necessary in order to prevent the molten metal from coming into contact with the environment, since this interaction (during the oxidation of nitrogen and oxygen) leads to the formation of oxides and nitrites, the presence of which in the metal leads to defects weld... For this purpose, protective gases in cylinders are used: argon, helium, carbon dioxide or their mixtures.
The principle of semi-automatic welding can be seen schematically in the figure. Moving live wire passes through a gas nozzle, melts under the action of an electric arc, but the automatic feed mechanism ensures the preservation of a constant arc length. This is the principle of automation, and is selected manually.
There is no gas. In this case, a self-shielding ("(with the addition of manganese, silicon and other metals that are deoxidizers) is used, which forms a protective environment around it during combustion. The process of such welding is clearly shown in the video.
The international standard is defined as GMAW (gas metal arc welding) and is subdivided, depending on the protective medium used, into MAG and MIG (in an inert or active gas)
Composition of welding equipment
The set of the welding installation should include: a welding machine, a gas supply cylinder and a welding power source.
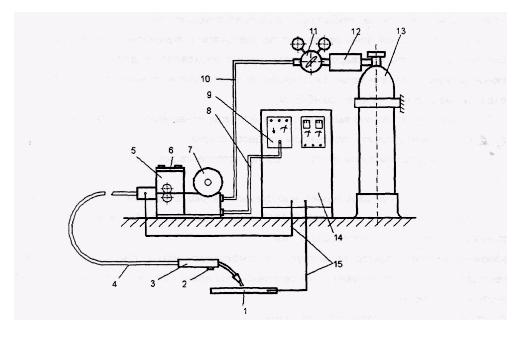
Installation of semi-automatic consumable electrode welding: 1 - detail; 2 - start button; 3 - burner; 4 - wire and gas supply hose; 5 - wire feed mechanism; 6 - remote control; 7 - a coil of wire; 8 - cable; 9 - semiautomatic device control unit; 10 - gas supply hose; 11 - reducer for reducing gas pressure; 12 - heater; 13 - pressurized gas cylinder; 14 - welding rectifier; 15 - cable.
The main parameters of semi-automated welding installations are within:
- Welding current (~ 40 - 600 A);
- Arc voltage (~ 16 - 40V);
- Welding speed (~ 4 - 20 mm / s);
- Electrode wire diameter (0.5 - 3 mm);
- Wire stickout length (~ 8 - 25 mm);
- Feed speed (consumption) of the electrode wire (~ 35 - 250 mm / s);
- Shielding gas consumption (~ 3 - 60 l / min);
- Gas cylinder capacity (5 - 100 l)
Depending on the size and methods of movement, semiautomatic devices are divided into stationary, mobile and portable (knapsack).
Also, welding machines differ in wire feeding technology. The push type feed is more often used, which lightens the weight of the torch, but limits the length of the flexible hose to three meters. The pull type allows the use of hoses up to 20 meters, but the feed mechanism located in the burner significantly increases its weight.
Special attention is paid to the burner. The nozzle and the conductive tip in its design are quickly wearing replaceable parts, and the quality of the produced seam depends on their condition. During welding, they require regular cleaning from adhering spatter, the technology of this process can be seen in the video. It is also recommended to closely monitor tip tightening and wear.
Materials used in semi-automatic welding
The electrode wire is used with a diameter ranging from 0.5 to 3 mm, depending on the thickness of the parts to be welded. Thinner allows you to maintain a stable burning of the arc and achieve a greater depth of penetration. Thick wire requires large values \u200b\u200bof welding current, on average 100A for each additional millimeter of diameter.
Shielding gas in cylinders under pressure is used both in pure form (inert Ag, He and active CO2) and in the composition of a mixture of these gases, depending on the welding mode and the type of material being welded. The average consumption of carbon dioxide can be calculated knowing the specific consumption of gas during the passage of the seam, adding to it an additional consumption for performing preparatory and final operations.
Types and modes of welding (transfer of electrode metal)
In theory, there are several types of metal transfer:
- with or without arc short circuit;
- small, medium, and large droplets;
- splashing and non-splashing.
One method or another is used depending on the type and thickness of the materials to be welded, as well as the type of protective materials used.
Based on these types, several welding modes are distinguished:
- cyclic mode of welding with a short arc;
- spot welding mode;
- mode;
- metal jet transfer mode;
- mode of continuous rotating metal transfer.
In practice, most often welding with the use of carbon dioxide and its mixtures is carried out by the pulse-arc method with a direct current of reverse polarity. In some cases, AC welding is also possible. Reverse polarity in comparison with a straight line, it has a lower melting rate, but a greater arc stability and less spatter. The welding technique is easy to understand from the video.
The required welding modes can be determined based on the data from Table 2.

The current strength is set depending on the diameter of the electrode and the thickness of the material. With its increase, the penetration depth and productivity in general increase. Typically, the current is controlled by the wire feed speed.
On the contrary, with an increase in stress, the penetration depth decreases, and the width of the seam and spatter increases. The voltage is set in accordance with the strength of the welding current.
The wire feed speed is directly related to the current strength and is set based on the requirements for the stability of the welding process. And the speed of welding depends on the thickness of the material to be welded, provided that the quality of the seam is maintained. It is recommended to apply narrow seams at high speed, as slow seams will lead to creep and inevitable defects.
Shielding gas consumption is also directly related to the diameter of the wire used. Protection can be improved either by increasing the flow rate, or by pressing the nozzle closer to the welding surface, as well as by reducing the welding speed. Excessive speed can lead to the tip going beyond the protection and oxidation.
The quality and stability of the welding process is influenced by the stick out and release of the electrode. With an increase in overhang, the stability of the arc deteriorates, the metal is sprayed more intensively. An overhang that is too short will impair welding visibility. The same applies to the release of the electrode, its too large value will reduce the effectiveness of the gas protection.
Summing up, it is necessary to conclude that only an ideal combination of all parameters of the welding mode will make the process stable, and the seam and the result of work - high-quality.
Work safety
In conclusion, a few words about safety. The technology of carrying out welding works by a semi-automatic method provides for the allocation of a special ten-meter zone, which creates protection from access by strangers and protection from eye damage by flashes of an electric arc. There is a video dedicated to TB regulations.
The welder is obliged to use personal protective equipment, before starting work, check the serviceability of the equipment and carbon dioxide cylinders, and in case of failure, do not perform any work without notifying the master. Welding equipment is a source of increased danger.
The semiautomatic welding machine is no longer a novelty, available only to professional welders or tinsmiths. Specialized stores are filled with both inexpensive and fairly simple and quite high-quality devices.
Their popularity can be explained quite simply - the simplicity of the workflow, and in no case at the expense of quality, rather the opposite. When using a semiautomatic welding machine, you can get a completely high-quality and beautiful seam even with a little skill.
As a rule, devices of the MIG-MAG series are purchased, that is, those that are cooked in an inert (MIG) medium, for example, argon and active (MAG) - carbon dioxide. What does it do? Since steel is a compound of iron with carbon, and in a certain proportion, then the weld should at least approximately correspond to the same characteristics. Otherwise, the seam turns out to be either too brittle - an excess of carbon, or soft - a lack. The shielding gas environment makes it possible to cut off the oxygen in the air from the welding place, therefore, during operation, the molten metal of the part melts, connecting with the wire melted in the weld pool area.
However, the cylinders are quite heavy, and with infrequent use, charging the cylinder in order to pass the seam, for example 5-7 cm, is unprofitable, and too expensive. It is much easier to use a special welding wire.
Alternatively, it is also called flux cored wire, which, in principle, indicates its composition. In addition, the name flux-cored welding wire can also be found, which also corresponds to the same material. Regardless of the name, this wire allows semiautomatic welding without gas.
This wire consists of a steel tube, the diameter of which corresponds to that used in conventional gas welding. Typically, this is 0.8 mm. Inside there is a special powder - a flux, somewhat reminiscent in its composition of a coating of ordinary electrodes. As a result of heating, the flux burns out and forms a cloud of shielding gas in the welding zone, similar to that in simple electrode welding.
Of the advantages, one can note the absence of the need for gas equipment, and most importantly, the ability to observe, of course, through a protective mask, at the place of supply to the cutting. In addition, different types of wire contain different fillers, which makes it possible to form chemical composition seam as well as arc characteristics.
Due to the fact that welding somewhat resembles a conventional one, with an electrode, during the process, slag from the burnt flux can flow into the weld pool, therefore, in some cases, to obtain a sealed joint, one more seam has to be applied over the top, having previously cleaned the previous one.
Due to the fact that the flux-cored wire, which provides welding with a semiautomatic device without gas, has low rigidity in its design - the wall is very thin - the wire should be fed by a mechanism with very little compression, and sharp turns of the semiautomatic hose are unacceptable.
The condition of connecting the polarity to the grip and to the ground must be met without fail. There should be a minus on the holder, the burner, and a plus on the product itself. This connection is called direct. For gas-shielded welding, the reverse connection is used. This is due to the fact that when the flux wire is fed, a higher temperature is required for the formation of a shielding gas. Below you can watch a video of welding with a semiautomatic device without gas.
Video of welding with a semiautomatic device without gas:
Video of welding with the Stark IMT 200 inverter semiautomatic flux cored wire without gas. Ideal for mobile work. no gas bottle needed.
Welding work is one of the most critical stages of both industrial production and small business. We should also not forget about their importance in the aspect of even a banal home gardening. In all these cases, the quality of welding often depends not only on operational reliability. finished productbut also the safety of the people who use it.
Particularly reliable and high-quality welding with semi-automatic welding machines, carried out in the environment inert gases... You know, today we are going to talk about this.
General concepts
In general, this process is one of many varieties of the classical.Since its resistance is much higher than that of the electrode, most of the energy is released into the space near the arc, melting the surface to be welded and the electrode itself, resulting in the formation of the so-called welded pool.
After the joint cools down and crystallizes, a weld is formed, which at this stage of technology development is considered the most reliable way of joining metal parts.
Basic principles of semiautomatic welding
In contrast to the classical one, in the process we are considering, two things are prevalent: the electrode (welded wire) and the inert gas that protects the welded pool. Before cooking with a semiautomatic device, it is highly advisable to buy the latter in sufficient quantities.
The last circumstance is extremely important. The fact is that they try to keep the weld seam by all available methods from interacting with the oxygen of the environment during the work: firstly, otherwise a lot of scale is formed, and the surface of the joint becomes far from ideal. Secondly, a huge amount of oxides appears in the weld metal itself, which have an extremely negative effect on the quality of the finished joint. That is why argon and carbon dioxide are widely used in welding.
Schematic description of the welding process
 To learn how to cook with a semiautomatic device, you need to understand the main principles of its operation.
To learn how to cook with a semiautomatic device, you need to understand the main principles of its operation.
During the welding process, the electrode (wire) passes through the nozzle of the torch, where it melts due to high temperature arcs. Since the welding wire is fed continuously, it is possible to achieve consistent quality and process speed. Direction and speed are manually selected. The welder himself also has to monitor the continuity of the electrode supply. In the international classification, this process is referred to as GMAW (gas metal arc welding). A distinction is made between welding in an inert or active gas.
The latter is used in cases where the properties of the metal do not allow achieving any special characteristics of the weld. Here's how to cook with a semi-automatic.
What equipment is required for this?
The set of equipment should include the welding machine itself, a welding power source, a wire feeder, and a gas cylinder. Devices of this type are available in both portable versions and chassis for use in the field. Since it is difficult to learn how to cook with a semiautomatic device of this type, only specialists who have passed the necessary instructions are allowed to work.
What are the characteristics of conventional equipment of this type?
- Current strength from 40 to 600 A.
- On the welding arc itself, the voltage ranges from 16 to 40 V.
- The speed of passage of the bonded area can reach 2 cm per second.
- For various purposes and materials, wire is used, the thickness of which is from 0.5 to 3 mm.
- From 30 to 250 mm of the electrode is consumed per second.
- The inert gas consumption can be up to 60 liters per minute. The minimum value is considered to be a flow rate of three liters per minute.
- One welding cylinder can hold up to 100 liters of inert or active gas.

Preferred types of feeder
Semi-automatic welding machines differ greatly in the design of the mechanism for feeding the electrode welding wire, so we should dwell on this point in more detail. The most common version uses the push type: it greatly simplifies the design of the burner, but in this case the length of the gas supply hose is limited to a maximum of three meters. It is better to use a pulling structure: the length of the hose in this case can reach 20 meters.
Before the purchase welding machine the closest attention should be paid to the burner. Since the nozzle is the element that wears out almost the fastest, it must be made with the highest quality possible. Please note that when welding, you need to constantly clean it from adhering pieces of scale. It is necessary to carefully monitor the condition of the tip, since if it is damaged, the quality of welding drops sharply.
Important! Before you cook the stainless steel with a semiautomatic device, buy replacement kits. Stainless steel uses a lot of wire and inert gas. For its welding, powerful metal is required, it is very hot, the nozzle wears out quickly.
What materials should you use in your work?
As we said, wire can be used from 0.5 to 3 mm thick. The thinner it is, the better the arc burns, the deeper the penetration of the welded material. Note that an electrode thicker than 3 mm can be used, but for every “extra” millimeter, there should be 100 additional amperes.
 can be used both in pure form and in mixtures. The average gas consumption is easy to calculate, knowing average speed passing the cultivated area and specific consumption consumable, which can be found in handbooks for welding specialists.
can be used both in pure form and in mixtures. The average gas consumption is easy to calculate, knowing average speed passing the cultivated area and specific consumption consumable, which can be found in handbooks for welding specialists.
A little about current and voltage
Of course, the current strength depends on the thickness of the material to be welded, as well as on the diameter of the wire used. The greater the thickness, the lower the penetration depth of the material and the overall performance. The higher the voltage, the deeper the penetration of the metal. But it must be remembered that this increases the volume of burnt material and scale, and the width of the seam increases greatly. The voltage is set according to the current strength. For more information, see the instructions for the welding machine.
The electrode feed rate is set based on the characteristics of the material and the required seam strength. The welding time depends on both the thickness of the material to be joined and the intended width of the seam. At high speed, therefore, it is highly recommended to make only narrow joints, since with wide joints you will get a disgusting joint quality and a lot of dross.

About gas consumption
The thicker the wire, the more inert gas is consumed to protect the surface of the welded material. You can reduce the flow rate by pressing the torch nozzle more tightly to the working surface, or simply by reducing the speed of welding parts. Attention! If you go too far (increasing it to increase productivity), the tip of the nozzle can extend beyond the weld pool, subject to accelerated oxidation and deterioration from it.
Correct handling of electrodes
The stability of the welding process is largely dependent on the release and flow rate of the electrode wire. The longer the overhang, the less stable the arc becomes. In addition, in this case, a huge amount of material goes into the scale. This is largely due to the fact that the area of \u200b\u200bthe weld pool is sharply reduced, the tip and the material itself begin to oxidize at an accelerated rate. If the overhang is too small, the visibility is sharply impaired during welding.
Aluminum welding
How to cook aluminum with a semiautomatic device? Aluminum is a chemically inert metal, as there is a thick amalgam on its surface. To burn it, you need a powerful arc. A thin electrode is used. It is imperative (!) To use an inert gas, since with the slightest access of oxygen, the amalgam is instantly restored.

If you are welding thin metal, then the seam must be led from top to bottom. The seam must be made as thin as possible, since in this case its thickness is approximately the same on both sides. If you make an unnecessarily wide joint, then you will hardly be able to avoid burning through the material. To avoid material damage, we recommend increasing the welding speed while decreasing the welding voltage.
In the event that you are cooking the material on a backing pad, ensure that it is pressed as tightly as possible. The fact is that the arc heats up the metal very strongly, as a result of which its sheets of small thickness begin to bend strongly due to thermal deformation. To reduce this physical effect, bend the seams towards the lining. Since it can be difficult to cook properly with a semiautomatic device in this way, make a few test seams before starting.
If the metal to be welded is more than 1.5 mm thick, we advise you to work by weight. We strongly recommend that you place the electrode in an upright position, pointing it directly at the bath. When welding metal with a thickness of 1.3 to 2 millimeters, select the modes so that the seam is obtained in a maximum of one pass. Before you properly cook the car with a semiautomatic device, be sure to fit the parts to each other, mark out the scope of work: the body is easy to spoil, so you need to work very carefully.
If the gaps between poorly fitted parts are too large, we recommend proceeding as follows: also weld from top to bottom, experiment with power fluctuations, and also stop work from time to time, allowing the finished sections to get stronger. Let us remind you once again: before properly cooking with a semiautomatic device, it is advisable to adjust the parts to each other. You will spend very little time, but the welding process will go much faster.
We cook metal without using inert gases
 All of the above is true for welding metals in an inert gas environment. But what to do in the case when you simply do not have the opportunity or funds to buy cylinders, how to cook with a semiautomatic device without gas? Manufacturers produce special grades of electrode wire especially for these cases.
All of the above is true for welding metals in an inert gas environment. But what to do in the case when you simply do not have the opportunity or funds to buy cylinders, how to cook with a semiautomatic device without gas? Manufacturers produce special grades of electrode wire especially for these cases.
In its manufacture, two technologies can be used: pressing into a thin metal tube of a flux or incorporating its components directly into the metal of the electrode.
What is so good about such a wire? It's all about physics: when an electric arc discharge begins to melt it, a cloud of those compounds that are part of the flux forms around the weld pool. Thus, the classic inert gas is replaced, since the burnt flux protects the material being welded not much worse.
Here's how to cook with a semi-automatic without gas.
A little about safety
Our article would not be complete if we did not mention safety requirements. Recall that safety when carrying out electric arc welding requires the creation of at least a ten-meter protective zone around the work site. If the distance is less, then the people present seriously risk getting severe burns to the retina. To learn more about specific codes and regulations, please read the instructions for your equipment carefully.
A specialist must necessarily use personal protective equipment, thoroughly check all available equipment before starting work. It is strictly forbidden to start welding if at least one mechanical or electrical fault is detected. Always remember that welding is a source of increased fire hazard.
Since cooking is often required indoors, remove all combustible material from the work area.
conclusions
In conclusion, it must be said that the quality of welding is really high only when the surface of the parts is thoroughly cleaned of dirt and grease before work is carried out. In addition, the correct setting of the equipment plays a huge role: if you overdo it with power, you can burn through the iron sheets. Decide to do the job more slowly - there is a high probability of sloppy wide seams and the appearance a large number dross.
The latter not only consumes the metal of the part itself. As we said above, scale contributes to the early wear of the torch nozzle and other important parts of the welding machine. It is very important to remember this before boiling a car with a semiautomatic device: the metal of the body does not differ in particular thickness, and therefore it can burn through and through.
2 Classification and marking of wire
To date, there are several types of flux, which are used for welding with a semiautomatic device without using gas. The presented products are classified according to such features as:
- Core type;
- The ability to perform work in various positions of the electrode;
- Appointment;
- Mechanical characteristics;
- A variant of the applied protective coating.
When choosing a product, it is especially important to pay attention to such metal indicators as impact strength and tear resistance.
Product marking based on spatial positionwhere the welding process takes place:
- "T" - work can be carried out in any position;
- "Wu" - to create vertical seams;
- "Bx" - to create horizontal seams;
- "B" - when working in the lower horizontal position;
- "H" - for connection in the lower vertical plane.
Flux cored wire can be used to connect the following types of steel:
- low carbon and low alloy;
- highly alloyed and alloyed;
- for non-ferrous metals and their alloys.

Any kind of consumable presented must ensure the stability of the process of joining parts and prevent cracks and pores in the seam.
In this case, the seam should be created with the desired chemical composition, and the slag crust should be easily separated.
Of no small importance is the minimum number of elements that emit toxic gases when heated.
2.1 Main characteristics of welding wire
The presented electrodes melt metal well and are most suitable for creating an overlap, butt or corner joint in one go.
The product is distinguished by a high degree of resistance to the appearance of slag formations and porosity on the metal.
The wire provides a stable stream transfer and allows connection from any position. The electrode consists of a special filler (core) and a sheath.
The casing is a cold rolled strip made from low carbon unpolished steel. The width and thickness of the protective tape ranges from 0.2 to 0.8 mm.

The core of the electrode includes ferroalloys, ores, minerals and metals. They contribute to the formation of a seam with the required performance characteristics.
See also: what fittings for radiators should be used when laying heating networks?
The elements included in the core can be:
- deoxidizing - powders and ferroalloys;
- stabilizing - providing a stable electric arc;
- alloying - to give the desired connecting characteristics;
- special - having an additional effect on the welding process.
The main advantages of such electrodes are that parts can be joined in any position and at any angle, and the chemical composition of the resulting seam will have predetermined characteristics of density, strength and durability.
In addition, the product is reliably protected from the mechanical load of the feed rolls of the reel of the semiautomatic device, and the part can be welded by visually controlling the open welding arc.
Another advantage is the compactness of the equipment used for the connection; there is no need for bulky gas cylinders and fixtures to provide gas supply.