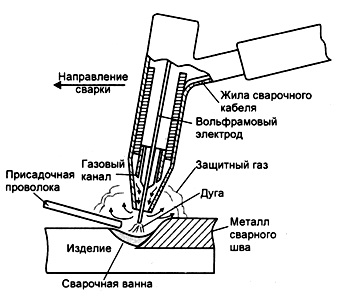
Единственно верным выбором для сварки TIG являются электроды из вольфрама &ndash. только они способны выдерживать предельные температуры при сварке металла. Помимо этого обязательного свойства, вольфрам обладает хорошими показателями термоэлектронной эмиссии и стойкости к эрозии.
Сварку с применением инертного газа и неплавких электродов используют на постоянном токе (TIG-DC) для сталей, а на переменном (TIG-AС) для деталей из алюминия (Al) и магния (Mg).
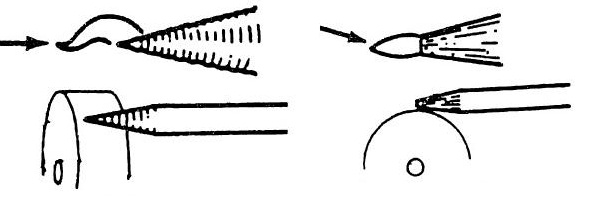
В случае с постоянным током, электроды предварительно должны пройти подготовку к работе &ndash. заточку. В зависимости от требований сварки, допустимый угол заточки от 20°. до 90°., а наилучшая стабильность дуги наблюдается при углах 30°.-60°. (Рис.1). В зависимости от этого угла, изменяется ширина сварочного шва и проплавляющая способность электрода.
При работе сварки в режиме TIG-AC рабочий конец электрода самостоятельно принимает сферическую форму, поэтому его достаточно лишь немного обточить, либо просто сохранить первоначальную форму (Рис.2).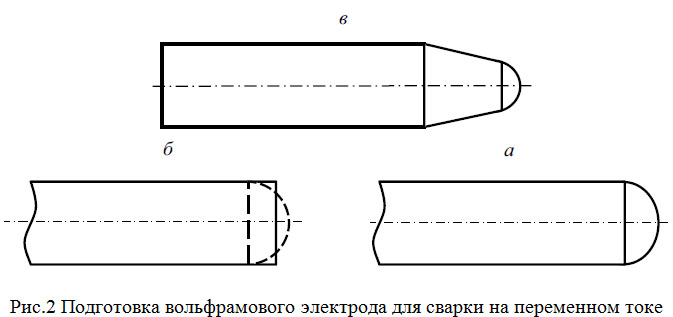
Успешной практикой стало добавление в вольфрамовый электрод примесей, для повышения его сварочных характеристик.
По виду внесённой примеси, различают следующие вольфрамовые электроды:
Маркировка: WP
Цветовой код: зелёный
Легирующая добавка: нет
Электрод без примесей. Имеет хорошие показатели сварочной дуги в режиме TIG-AC. С его помощью обычно варят алюминиевые и магниевые детали.
Маркировка: WT-20
Цветовой код: красный
Легирующая добавка: торий (~ 2%)
Самый популярный тип вольфрамового электрода. Некоторые и вовсе считают его универсальным и используют буквально для любых задач. Профессионалы же придерживаются несколько иного мнения &ndash. добавка тория действительно улучшила способность термоэлектронной эмиссии и сделала его лидером по показателям среди тугоплавких электродов, но целесообразнее всего его использовать для работ по нержавейке, титану и никелевым сплавам в режиме TIG-DC.
Внимание! Из-за радиоактивной природы тория, использование электродов WT-20 может спровоцировать возникновение серьёзных заболеваний. Поэтому работа с ними должна проходить в строжайшем соответствии со всеми требованиями техники безопасности и в помещениях с хорошей вентиляцией.
Маркировка: WC-20
Цветовой код: серый
Легирующая добавка: оксид церия (~ 2%)
Этот электрод имеет более высокие показатели работы сварки, по сравнению с WP и считается лучшей "чистой" альтернативой ториевого. Он обеспечивает хорошую стабильность дуги при низком токе, поэтому нашёл широкое применение в сварке тонколистного металла в режиме TIG-DC.
Маркировка: WL-15
Цветовой код: золотистый
Легирующая добавка: оксид лантана (~ 1,5%)
Ещё одна возможная замена электрода WT-20. Имеет хорошие показатели при сварке на любом токе и является лучшим вариантом для работы с алюминием.
Вольфрамовый электрод – неплавящийся проводник, используемый для сварочных работ в среде защитного газа аргона или гелия. В отличие от других видов сварки, данный электрод только вызывает образование дуги и удерживает ее, не являясь при этом припоем.
Вольфрам как нельзя лучше подошел для этих целей, как самый тугоплавкий металл, известный на данный момент. Вольфрамовые электроды могут проводить ток, длительное время выдерживать высокие температуры и плавится при этом в десятки раз медленней, чем другие металлы в аналогичных условиях. Сейчас на рынке этот материал получил обширную классификацию, что позволяет подбирать качественный электрод под сварочные условия.
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Маркировка отражает все необходимые характеристики электрода — химический состав, размер прутка.
Всегда первый символ в маркировке «W» — обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- «WP» – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- «C» – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- «Т» - диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- «Y» - диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- «Z» - оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- «L» - оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.

Таблица сравнения вольфрамовых электродов
Хочется отметить,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- «ВЛ/ЭВЛ-2» -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- «ЭВИ-1/СВИ-1» — Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
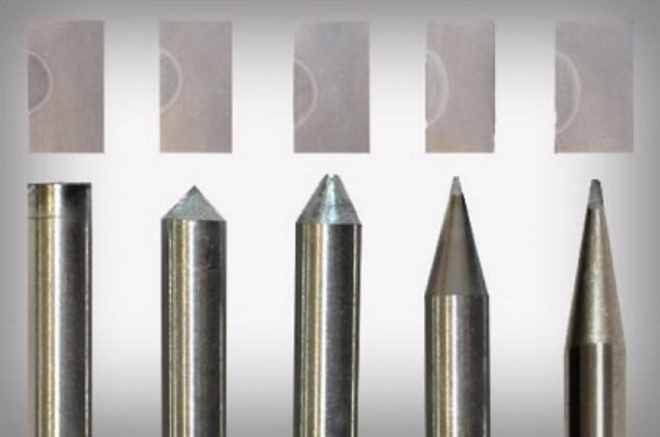
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.
Влияние угла заточки на глубину провара
Ручная заточка — процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают , вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода - сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Типы
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
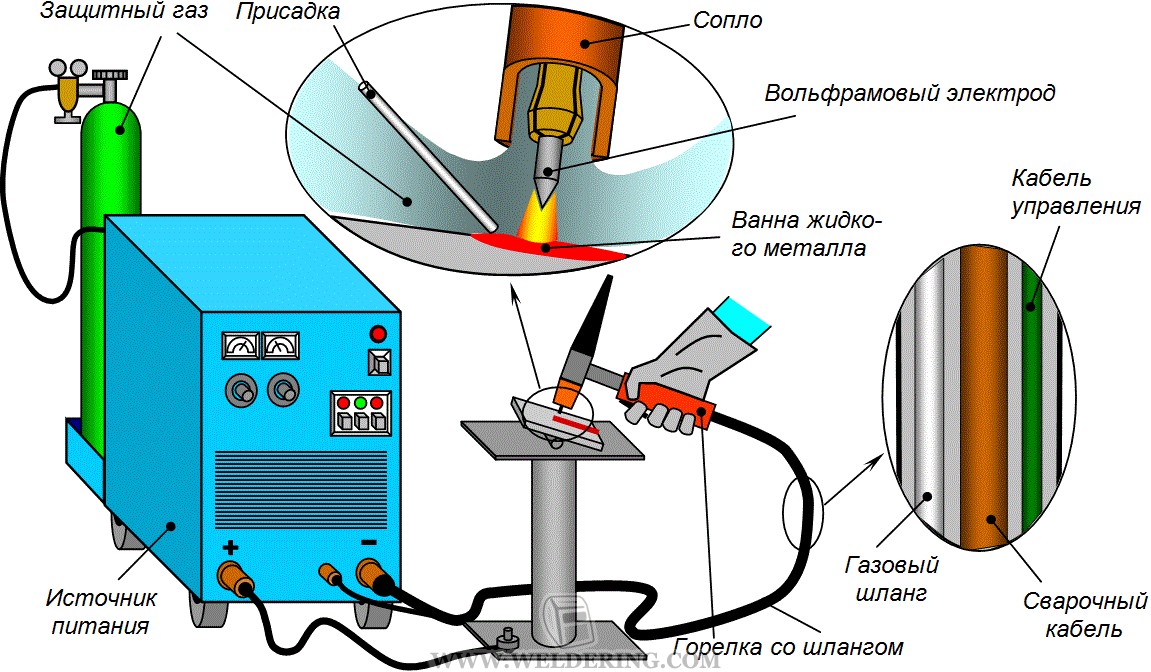
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор - устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная и художники-сварщики.
Некоторые обязательные технологические требования
:
При , следует соблюдать следующие требования
. движение ведется справа налево;
. при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов.Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно- вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
Вольфрамовые электроды – это электроды для аргонной сварки электрической дугой. Свое название вольфрамовые электроды для сварки получили от металла в их основе. Он является наиболее тугоплавким металлом, а значит, он гарантирует собственную прочность даже при длительной сварке.
Вольфрамовые электроды современные производители все чаще дополняют содержанием различных окислов (церия, лантана, циркония и прочих). Подобная технология позволяет повысить наиболее важные для сварки характеристики и свойства электродов.
Вольфрамовые электроды: виды и маркировка
В зависимости от присутствия различных веществ и добавок, электроды разделяют на несколько видов:
- WZ-8 – это электроды вольфрамовые для сварки, в которые добавлено 0,8% окисла циркония;
- WT-20 – электроды вольфрамовые для сварки, которые сегодня применяются наиболее часто. При сварке электродами этого вида рекомендуется обеспечить сварщика вентиляцией или защищать его дыхательные пути, так как во время сварки эти электроды выделяют торий;
- WC-20 – электроды вольфрамовые для сварки, легированные оксидом церия (2%). Данный вид электродов применяется для сварки как постоянным, так и переменным током;
- WL-20 и модификация WL-15 – вольфрамовые электроды для сварки, в состав которых входит и оксид лантана;
- WP – маркировка вольфрамовых электродов для сварки, которая означает, что данные электроды содержат не более 0,5% различных примесей.
Типы сварочных работ
Существуют и другие марки вольфрамовых электродов, применяемые для дуговой сварки. В частности, для сварки в среде какого-либо защитного газа (например, аргона).
Вольфрамовые электроды также используются для сварки TIG. Причем, для любых разновидностей этой сварки:
- для ручной;
- для полуавтоматической сварки;
- для автоматической сварки с использованием неплавящегося электрода и пр.
«Интертехприбор»: предлагая выбор
На этой странице нашего сайта представлены вольфрамовые электроды для сварки. В зависимости от маркировки, содержания W и легирующих элементов, представленные вольфрамовые электроды имеют обозначения – цветной код.
Этот код помогает быстро ориентироваться при выборе необходимой модели для сварки и легко запоминается. А для дополнительного удобства каждая позиция имеет полное и точное описание всех характеристик, чтобы сделать ваш выбор максимально комфортным и верным!
В том случае, когда к сварному шву предъявляются особенно строгие требования, касающиеся его чистоты и точности, не обойтись без аргонодуговой сварки. Такими качествами должен обладать шов, выполняемый, например, при изготовлении автомобилей. Применяемая в данной ситуации сварка вольфрамовым электродом позволяет не только выполнить все необходимые условия, но и существенно сэкономить расход подручных материалов, то есть непосредственно самих электродов.
Особенности вольфрамовых электродов и сварки ими.
Вольфрам - это наиболее тугоплавкий из всех применяемых для изготовления электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к минимальным значениям.
Вести такую сварку можно как в ручном, так и в полуавтоматическом или автоматическом режиме. При этом можно вообще не применять присадку, используя в качестве материала для формирования сварного шва металл с расплавляемых кромок детали. Такой подход еще больше повышает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды применяют для сварки металлических изделий, толщина которых может начинаться с 0,1 мм. Максимальная толщина в данном случае не ограничена.
Одним из главных условий получения качественного и точного сварного шва является тщательная подготовка кромок и сборка свариваемых деталей. Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
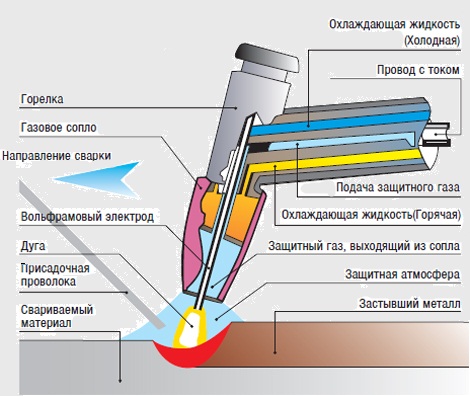
Еще одно важное условие - это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (чаще всего аргона). Количество необходимого газа зависит от многих факторов: от толщины металла, от его химического состава, от размера свариваемых деталей, от типа сварного соединения. Кроме того, на расход газа влияет и скорость сварки - чем быстрее она ведется, тем более мощным должен быть защитный газовый поток. Важно, чтобы под действие аргона попадала вся сварочная ванна, а также разогретый конец присадки (если она применяется) и сам электрод.
Существенной особенностью сварки при помощи вольфрамового электрода является то, что зажигание дуги требуется производить без прикосновения его конца к металлу свариваемого изделия. Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток - это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.

Использование прямой полярности сварного тока позволяет добиться минимального нагрева вольфрама, а значит, и снизить расход электрода. Также этому способствует и аргоновая защита электрода от окисления кислородом воздуха. В результате за час работы сварщика вольфрамовый электрод уменьшается на десятые, а иногда и на сотые доли грамма. Другими словами, одного такого изделия может хватить на несколько полных рабочих смен.
Технологические характеристики сварки вольфрамовым электродом.
Вольфрамовый электрод с успехом применяется для сварки изделий из разных видов металлов, толщина которых варьируется от самых маленьких значений до 6-8 мм. Также допускается использование данных видов электродов и для выполнения более толстых соединений, но на практике это встречается редко. Применение в таком случае плавящихся электродов позволяет получить шов с более высокими технико-физическими характеристиками и повысить производительность труда.
Выбор технологии проведения сварки зависит от того, выполняется ли она ручным способом или в автоматическом режиме.
При ручной сварке необходимо соблюдать следующие требования:
- сварка производится по направлению справа налево;
- при сварке изделий небольшой толщины горелка располагается под углом в 60 градусов к поверхности свариваемого изделия;
- если сварке подвергаются детали большой толщины, горелка располагается как при сварке угловых швов, то есть под углом в 90 градусов к поверхности детали;
- способ ведения присадочного прутка также зависит от толщины изделия. Если речь идет о деталях из тонколистового металла, пруток вводится сбоку от столба дуги при совершении возвратно-поступательных колебаний. При сварке же значительных по толщине деталей движения прутка должны быть поступательно-поперечными.
Если сварка выполняется в автоматическом или полуавтоматическом режиме, то направление выбирается таким образом, чтобы присадочный пруток шел перед дугой. При этом вольфрамовый электрод должен располагаться под углом в 90 градусов к поверхности свариваемых заготовок. Угол между электродом и присадочным прутком также должен быть прямым.
Отличительные черты аргонодуговой сварки алюминия вольфрамовым электродом.
Аргонодуговая сварка применяется сегодня при выполнении неразъемного соединения деталей из самых разных металлов: стали, никеля, меди, а также их сплавов. Но наибольшую популярность она получила при сварке алюминиевых изделий, особенно если речь идет об изготовлении ответственных конструкций для самолетостроения или машиностроения.
Теоретические рекомендации гласят, что сварка алюминия вольфрамовым электродом должна вестись на постоянном токе обратной полярности (с «плюсом» на электроде). Но практика показывает, что в данном случае добиться устойчивого, ровного горения дуги практически невозможно. А это приводит к тому, что кромки свариваемых деталей расплавляются недостаточно хорошо, а расход дорогостоящего вольфрамового электрода увеличивается в разы. Именно поэтому чаще всего практикующие сварщики производят работы с алюминием на переменном токе нормальной частоты.
В этом случае период сварки делится на два полупериода:
- в одном из них ток меньше, а на электроде находится «плюс»,
- в другом ток больше, а на электроде «минус».
В том полупериоде, когда электрод имеет положительный заряд, поверхность свариваемого металла очищается. Когда же электрод заряжен отрицательно, металл усиленно расплавляется, при этом нагрев самого вольфрама снижается. Свойство металла очищаться во время проведения сварки позволяет выполнять работы без применения специальных флюсов.
Некоторые нюансы аргонодуговой сварки вольфрамовым электродом.
Одно из важных условий для получения качественного сварного соединения - это стабильная дуга. Добиться от дуги непрерывного, ровного горения помогает постоянный ток прямой полярности. При этом значения тока могут быть совсем небольшими - от 5 А, а напряжение - от 12 В. На постоянном токе производят сварку стали, меди, латуни, чугуна, титана и их сплавов.
Большое значение при сварке на постоянном токе имеет заточка вольфрамового электрода - его конец должен быть острым и четко очерченным. При промышленной сварке электроды затачивают с помощью специального оборудования - станков с алмазным кругом. При их отсутствии подойдет и обычный точильный станок или мелкозернистый круг. Заточка производится по направлению к концу электрода. При этом необходимо внимательно следить за тем, чтобы электрод в процессе подготовки не перегрелся. Превышение температуры вольфрама выше допустимых значений делает его очень хрупким - такой электрод будет просто крошиться в процессе сварки.
Кроме того, для выполнения аргонодуговой сварки необходим защитный газ высокой чистоты - в нем должно содержаться не менее 99,99% аргона. В противном случае говорить о высоком качестве сварного шва не придется. Кстати, именно сварной шов поможет определить качество аргона - если газ содержит большое количество посторонних примесей, материал сварного шва будет темнеть.
Обратите внимание! Использование аргона надежно защищает изделия от появления на их поверхности в процессе сварки оксидной пленки. Но при этом оксиды, которые находились на металле изначально, аргон не удаляет. Поэтому до начала сварки необходимо тщательно зачистить кромки свариваемых заготовок.
Сварку алюминия и его сплавов, как уже упоминалось, ведут на переменном токе. Заточка электрода здесь также имеет большое значение. Правда, в этом случае электрод не оттачивается остро, как жало - достаточно немного закруглить его конец. Кроме того, перед сваркой алюминия очень важно правильно подготовить детали и точно подобрать присадочный материал. Что касается подготовки, то это, в первую очередь, зачистка и обезжиривание свариваемых поверхностей, а также снятие с них фаски, если детали выполнены из толстого металла. В качестве присадки при сварке вольфрамовым электродом алюминия может выступать как чистый алюминий (Al 99%), так и его сплавы - силумин (сплав алюминия с кремнием AlSi) или дюраль (алюминий плюс магний AlMg).