Во время такого метода используются заранее подготовленные наполнители. Благодаря такому методу гарантируется высокая однородность продукции на прочность, и контролируются показатели. Однако качество получаемого изделия зависит в высокой степени от мастерства и опыта рабочих.
Производство изделий из стеклопластика ручным формованием разделено на несколько этапов. Первый этап называется подготовительным, в процессе которого отчищается поверхность матрицы ожидаемого изделия, затем обезжиривается и в конце наносится слой разделительного воска. В конце первого этапа матрица покрывается защитно-декоративным слоем - гелькоутом. Благодаря такому слою формируется наружная поверхность будущего изделия, задается цвет и обеспечивается защита от действия вредных факторов, таких как вода, ультрафиолет и химические реагенты. В основном используют негативные матрицы для производства готового изделия. После того, как высохнет специальный слой гелькоут, можно перейти к последующему этапу, который называется формовка. В процессе этого этапа в матрицу закладывается изначально раскроенный стекломатериал, также можно использовать другой тип наполнителя. Далее идет процесс формирования «скелета» ожидаемого изделия. Затем смола с катализатором, предварительно смешанная, наносится на подготовленный стекломатериал. Смолу необходимо равномерно распределить благодаря кисточкам и мягким валикам по матрице. Последний этап можно назвать прикаткой. Его используют, чтобы удалить из еще не отверделого ламината пузырьки воздуха. Если их не удалить, то это скажется на качестве готового изделия, поэтому ламинат необходимо прикатать жёстким валиком. Когда готовое изделие застыло, его достают из формы и придают механообработке, включающую в себя высверливание отверстий, обрезку излишков стеклопластика по краям и др.
Преимущества такого метода:
- существует реальная возможность получить продукт сложной формы и немалого размера с минимальными вложениями;
- конструкция изделия поддается легкому изменению, поскольку в изделие вводятся закладные детали и арматура, а цена оснастки и требуемого оборудования достаточно низкая;
- чтобы изготовить матрицу используется любой материал, который способен сохранить свои пропорции и форму.
Недостатки такого метода:
- существенные затраты ручного труда;
- производительность достаточно низкая;
- качество изделия будет зависеть от квалификации формовщика;
- этот метод подойдет для выпуска мелкосерийной продукции.
2. Напыление.
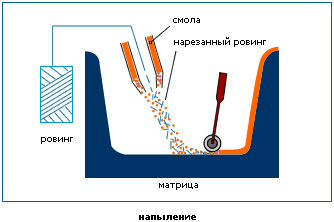
Для мелкого и среднесерийного производства подойдет именно такой метод. Метод напыления имеет множество достоинств по сравнению с контактным формованием, даже несмотря на то, что предстоят определенные затраты на покупку оборудования для этого метода.
Специальная установка позволяет нанести защитное покрытие и пластик. Благодаря чему не понадобится предварительный раскрой материала и приготовление связующего вещества, вследствие чего резко сокращается часть ручного труда. Специальные установки автоматически производят жёсткий отсчет доз смолы и отвердителя, также они осуществляют рубку ровинга на части необходимых размеров (0,8 - 5 см). После процесса рубки части нити должны попасть в струю связующего и пропитаться во время переноса на матрицу. За счет ручного труда осуществляется уплотнительный процесс для стеклопластика в матрице с помощью прикаточного валика.
Ряд преимуществ при производстве стеклопластика методом напыления:
- происходит экономия времени и полезных площадей за счет того, что не надо раскраивать материал и подготавливать связующее вещество;
- можно уменьшить количество производственных площадей за счет снижения числа специально подготовленных мест для формовки;
- скорость формования изделия увеличивается;
- контроль над качеством продукции упрощается;
- фонд заработной платы существенно экономится;
- за счет того, что ровинг - относительно недорогой материал, то существенно понижается стоимость полученного изделия.
Когда связующее вещество готовится небольшим количеством, то при ручном формовании на инструментах и стенках тары остается до 5% связующего вещества, что довольно неэкономично. Известно, что от мастерства и опыта оператора установки будет зависеть качество полученного продукта. Этот метод использует ту же оснастку, что и во время ручной формовки.
3. Пултрузия.
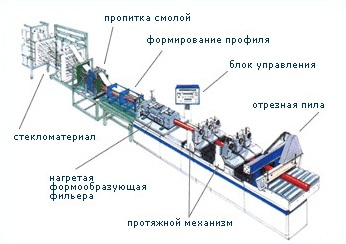
Технология пултрузии основывается на производстве непрерывным способом профильных изделий из волокнистых пластиков одноосно-ориентированных. Профильное изделие с неизменным поперечным сечением из подходящего материала как раз и можно получить методом пултрузии.
Благодаря специальной пултрузионной машине происходит изготовление профиля из стеклопластика. Такая машина состоит из секции для подачи армирующих материалов, фильера, из секции для пропитки, тянущего агрегата, блока управления нагревательными элементами и из секции для обрезки. Паковку ориентированного волокна лучше укреплять в сухом состоянии и пропитывать полимерной композицией, прокачиваемой через сухую паковку. Благодаря такой технологии в материал не попадет воздух. Излишки смолы стекут обратно в поддон и поступят на рециркуляцию. Ровинг, который используется, как армирующий материал сматывается с бобин в сухом состоянии и собирается в пучок специальным способом. Затем материал поступает в устройство пропитки - это специальная ванна со смолой, где полностью смачивается полиэфирным, эпоксидным или другим связующим. Затем уже пропитанный материал отправляется в нагретую фильеру, задачей которой является сформировать конфигурацию профиля. Затем композиции затвердевает при указанном температурном режиме. В итоге получился профиль из стеклопластика, конфигурация которого повторяет форму фильеры.
Доказано, что изделия, полученные путем пултрузации, по свойствам превосходят детали, выполненные классическими методами формования. Увеличение стоимости такого метода обуславливается рядом преимуществ, которые характерны для этого процесса. К преимуществам можно отнести строгость контроля натяжения и направленность волокна, уменьшение количества пор и удержание неизменного содержания волокна в композите. Очевидно, что даже свойство межслоевого сдвига однозначно улучшается. На данный момент разработано несколько вариантов главного процесса пултрузии, которые интересуют многих и много значат для промышленности. Их преимуществами являются хорошие электрические, физические, химические и тепловые свойства, высокая производительность и отличный допуск по размерам. Для изготовления постоянных пластинчатых и листовых полуфабрикатов как раз и предназначен один из таких методов пултрузии.
Однако каждый метод имеет свои недостатки. Для этого метода характерен такой недостаток, как скорость процесса, которая будет зависеть от температуры и скорости затвердевания связующего. Обычно она невелика для низкотеплостойких полиэфирных смол. Ещё одним недостатком является то, что тяжело предоставить постоянное сечение изделия по длине, за исключением изделий с не особо сложной формой сечения - квадратной, круглой, двутавровой и других. Чтобы получить изделие необходимо использовать только нити или жгуты. Однако за последнее время эти недостатки метода получения профильных изделий помаленьку устранились и применение этого процесса заметно расширилось. Композиция, которая основывается на поливиниловых эфирах и эпоксидных смолах используются в качестве полимерных матриц. Применение таких полимерных матриц на основе полисульфона, полиэфирсульфона и пластифицированного полиимида дает возможность достигнуть скорости формования стержней диаметром около пяти мм со скоростью порядка сто два м/мин.
Чтобы получить сложные армированные профильные изделия, необходимо воспользоваться методом протяжки слоистых материалов, которые состоят из волокнистых матов или тканей. На текущий момент разработаны методы получения трубчатых изделий, которые сочетают в себе намотку спирального слоя и протяжку. Лопасти ветряных двигателей, которые имеют сложный профиль поперечного сечения, можно привести в качестве примера использования материалов, имеющие сложную схему армирования. Уже разработана оснастка для формования полуфабрикатов для листовых автомобильных рессор, которые имеют криволинейную поверхность и непостоянное поперечное сечение.
4. Намотка.

Одним из самых многообещающих методов формования изделий из стеклопластика выступает метод намотки волокном, за счет того, что он создает требуемую структуру наполнителя в фабрикатах в зависимости от их формы и особенностей эксплуатации. Благодаря использованию жгутов, лент, нитей в качестве наполнителей позволяет обеспечить максимальную прочность изделий. Тем более, что такие наполнители являются наиболее дешевыми.
Процесс намотки волокном можно назвать относительно несложным методом, в котором на вращающуюся оправку наматывается армирующий материал в виде постоянного ровинга (жгута) или нити (пряжи). Специальные механизмы следят за углом намотки и нахождением армирующего материала. Эти устройства передвигаются со скоростью, совпадающей с вращением оправки. Материал обертывается вокруг оправки в виде полос, соприкасающихся друг с другом, либо по какому-то специальному рисунку до полного перекрытия оправочной поверхности. Идущие друг за другом слои, могут наноситься под одним углом или под разными углами намотки, пока не наберется требуемая толщина. Угол намотки меняется от очень малого, который имеет название продольного, до большого - окружного. Такое расположение подразумевает 90 0 относительно оси оправки, захватывая все углы спирали этого интервала.
Термореактивная смола служит связующим веществом для армирующего материала. В процессе мокрой намотки смола наносится непосредственно во время самой намотки. Процесс сухой намотки основан на применении ровинга, который предварительно пропитывается смолой в В-стадии. Затвердение осуществляется при увеличенной температуре без лишнего давления. Завершающая стадия процесса основывается на взятии изделия с оправки. По необходимости можно провести отделочные операции: обработку механическим путем или шлифовальный способ. Основной процесс намотки характеризуется множеством вариантов, которые различаются лишь характером намотки, а также особенностями конструкции, сочетанием материалов и разновидностью оборудования. Конструкцию необходимо намотать как на поверхности вращения. Однако существует возможность отформовать изделия и другого вида, например, сжатием еще незатвердевшей намотанной детали внутри закрытой формы.
Конструкция получается похожа на гладкий цилиндр, трубу или тюбинг, диаметр которых получается от нескольких сантиметров до нескольких десятков сантиметров. Намотка позволяет формовать изделия конической, сферической и геодезической формы. Чтобы получить сосуды высокого давления и резервуары для хранения, в намотку необходимо ввести торцевую заглушку. Есть возможность сформовать изделия, которые будут работать в нестандартных условиях нагружения, например, наружное или внутреннее давление, нагрузки на сжатие или крутящий момент. Термопластичные трубы и сосуды из металла высокого давления укрепляются при намотке наружными бандажами. Полученным изделиям характерна высокая степень точности. Однако существует и другая сторона процесса намотки, для такого процесса характерны меньшие скорости производства. Плюсом является то, что для намотки сгодится абсолютно любой постоянно армирующий материал.
Для процесса намотки можно использовать машины разных типов: от различных токарных станков и машин на основе цепного привода до более сложных компьютеризованных агрегатов, характеризующимися тремя или четырьмя осями движения. Применяются также машины, которые непрерывно производят трубы. Для удобства намотки больших резервуаров должно быть спроектировано портативное оборудование на месте установки.
Основные достоинства метода намотки:
- доходный с точки зрения экономики метод укладки материала за счет быстроты процесса;
- возможность регулировки соотношения смола/стекло;
- малый собственный вес, но при этом высокая прочность;
- данный метод не расположен к коррозии и гниению;
- относительно недорогие материалы;
- хорошая структура ламинатов, за счет того, что профили обладают направленными волокнами, и хорошее содержание стекломатериалов.
5. Прессование.

Процесс прессования состоит в непосредственном придании нужной формы изделию под воздействием высокого давления, которое образуется в пресс-форме при температуре быстрого затвердения материала. Благодаря внешнему давлению в материале, который прессуется, происходит его уплотнение и частичная деструктуризация прежней структуры. Трение между соприкасающимися частичками материала, которое образуется во время уплотнения, вызывает появление тепловой энергии, которая однозначно приведет к плавлению связующего вещества. После того, как материал перейдет в вязкопластичное состояние, он растекается в пресс-форме под действием давления, образуя целостную и уплотненную структуру. Процесс затвердевания основан на протекании реакции сшивки макромолекул благодаря поликонденсации между свободными группами связующего вещества. Для реакции необходимо тепло, в процессе которого происходит выделение низкомолекулярных, летучих веществ таких как, метанол, вода, формальдегид, аммиак и др.
Параметры для технологии прямого прессования:
- температура заблаговременного подогрева;
- давление прессования;
- температура прессования;
- временная выдержка под давлением;
- параметры подпрессовок;
Давление направленно действует на материал, находящийся в полости формы, при прямом прессовании, поэтому детали формы могут преждевременно износиться. В зависимости от типоразмеров изделия цикл прессования может составлять от 4 до 7 мин. Прямое прессование пластиков для армирования имеет две разновидности, которые зависят от того, как пропитывается волокнистый наполнитель:
- Прессуются сухие, предварительно пропитанные холсты и ткани;
- Прессуются с пропиткой именно в форме.
Большей популярностью пользуется первый способ. Для выполнения изделий относительно простой формы применяется прямое прессование. Благодаря высоким требованиям, предъявляемых к качеству наружной поверхности детали, были созданы автоматические установки для дозировки компонентов при приготовлении заготовок из препрегов. Спроектированы специальные автоматические манипуляторы, которые загружают пакеты заготовок в многогнездные формы пресса. Поколение новых прессов высокой точности оснащены современными системами контроля, благодаря которым можно получить детали с высококачественной поверхностью, а их стоимость примерно одинакова со стальными деталями.
6. Технология SMC.
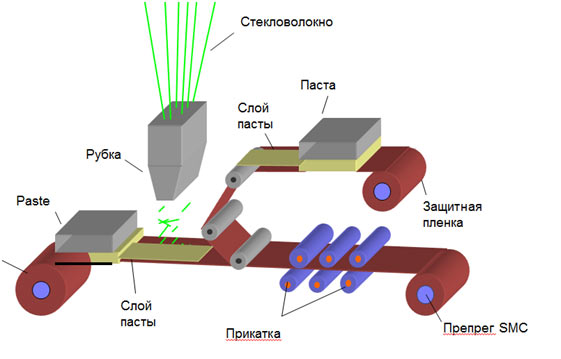
Серьёзным препятствием для распространения композиционных материалов является плохое приспосабливание традиционных технологий их выпуска к потребностям современного крупносерийного производства, к тому же полностью автоматизированного. На сегодняшний день композитные детали все-таки остаются «штучным товаром». Дорогой труд опытного персонала вносит высокий вклад в долю стоимости этих материалов. Несмотря на это, за последние годы мы достигли значительного прогресса в подготовке автоматических методов производства композитов. SMC-технология стала одной из самых востребованных разработок.
Конечные изделия по такой технологии подлежат двухстадийному процессу. Первая стадия технологии характеризуется тем, что производится препрег на автоматической конвейерной установке, а уже на второй стадии происходит переработка препрега в стальных пресс-формах в готовые детали. Опишем эти этапы подробнее. Ненасыщенная полиэфирная смола используется в качестве основы для связующего материала. К ее достоинствам относится низкая цена и короткое время отверждения. Армирующим компонентом выступает рубленое стекловолокно, которое хаотично распределяется в объёме листа. Долгое хранение в течение нескольких месяцев при комнатной температуре обеспечено системой отверждения смолы. Химические загустители увеличивают вязкость связующего после того как стекловолокно было пропитано на несколько порядков, благодаря чему улучшается технологичность препрега, а также увеличивается срок его хранения. Минеральные наполнители, которые вводятся в связующее в большом количестве, повышают огнестойкость готовых изделий и, а качество их поверхности заметно улучшается.
Получившийся препрег, подлежит переработке в автоматическом процессе благодаря прессованию в обогреваемых стальных пресс-формах. Эти формы по конструкции похожи на литьевые формы для термопластов. Благодаря рецептуре связующего препрег твердеет при температуре 150 С и давлении 50-80 бар со скоростью ~30 сек/мм толщины. Очень низкая усадка при затвердении является важной особенностью технологии SMC. Благодаря высокому содержанию минерального наполнителя и специальных термопластичных добавок усадка получается величиной до 0,05%. У полученных изделий ударная вязкость составляет 50-100 кДж/м 2 , а разрушительная прочность на изгиб - 120-180 МПа. Экономически целесообразно использовать SMC технологию при получении высококачественных композитных изделий большими партиями от нескольких тысяч до сотен тысяч в месяц. На европейском рынке похожих материалов выпускается сотни тысяч в год. Электроэнергетическая, автомобильная и железнодорожная промышленности являются крупнейшими потребителями этих материалов.
7. Метод RTM (Resin Transfer Moulding).
Метод RTM основывается на пропитке и формовании композитов под давлением, в процессе которого связующее вещество переходит в закрытую матрицу, в которой уже содержится наполнители или преформы. Различные ткани разнообразного переплетения могут выступать как армирующий материал, например, мультиаксиальный или эмульсионный материал, и порошковые стекломаты. Связующим веществом выступает смола, которая гелеобразуется 50-120 мин, имеющая низкую динамическую вязкость. ГОСТ 28593-90 определяет вязкость и время гелеобразования смолы.
Такой метод отлично подойдет для стандартных объёмов 500 -10000 изделий в год. Конструкция матрицы состоит из композиционных или стальных форм, которые повторяют с двух сторон внешние обводы детали. Конструкции обладают высокотемпературными характеристиками, которые удерживаются точным совмещением закрытых стальных рам, которые поддерживаются в местах зажимов.
Этот метод идеален для производства матриц 0,2м 2 до 100м 2 . Конструкция матрицы состоит из композиционных или стальных форм. Контур матрица состоит из более легкой и гибкой конструкции. Половинки матрицы соединяются между собой под воздействием вакуума.
Преимущества технологии RTM:
- автоматизированное производство, благодаря чему уменьшается случайный характер вмешательства человека;
- происходит сокращение и контроль количества используемого сырья;
- снижено влияние материла на экологию;
- улучшены условия труда;
- создаются относительно прочные изделия, за счет лучшей пропитки;
- относительно дешевое оборудование.